 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Дом
>
Товары > Линии сварки балок
> Линии сварки двутавровых балок
>
Линии для сварки двутавровых балок 3 в 1
Товары








Линии для сварки двутавровых балок 3 в 1
JINFENG WELDCUT является профессиональным китайским производителем и поставщиком линий сварки двутавровых балок 3 в 1 по доступной цене. Линии сварки двутавровых балок размером 3 в 1 интегрированы со сборкой, сваркой и правкой фланца после сварки на одной машине для изготовления сварной двутавровой или тавровой балки. Он может осуществлять производство сварных двутавровых или тавровых балок с высокой скоростью и точностью, которые отличаются простотой эксплуатации, меньшими затратами места и меньшими трудозатратами.
Отправить запрос
PDF скачатьЗагрузить
Описание продукта
ЖЖЛинии сварки балок 3 в 1 H
JINFENG WELDCUT — профессиональный китайский производитель и поставщикЛинии сварки балок 3 в 1 Hс доступной ценой.Линии сварки балок 3 в 1 Hинтегрированы со сборкой, сваркой и правкой фланца после сварки на одном станке для изготовления сварной двутавровой или тавровой балки. Он может осуществлять производство сварных двутавровых или тавровых балок с высокой скоростью и точностью, которые отличаются простотой эксплуатации, меньшими затратами места и меньшими трудозатратами.
Для всехЛинии сварки балок 3 в 1 Hна машины производства JINFENG WELDCUT будет 12-месячная гарантия. Это машина с высочайшей эффективностью, позволяющая повысить производительность конечных пользователей в сфере стальных конструкций, мостов и строительства.
Технические характеристики
|
Модель |
ЖЖ15 |
ЖЖ18 |
ZHJ20 |
|
Высота стенки Т-образной балки (H) |
200~1500 мм |
200-1800 |
200-2000мм |
|
Толщина полотна (d) |
6~12 мм |
6~19 мм |
6~30 мм |
|
Ширина фланца (В) |
200~800 мм |
200~1000 мм |
|
|
Толщина фланца (т) |
6~25 мм |
6~40 мм |
|
|
Длина балки (L) |
4000~15000мм |
4000~15000мм |
4000~15000мм |
|
Материал балки |
Q235 |
||
|
Тип сварки |
Поперечная угловая сварка под флюсом |
||
|
Источник сварочного тока |
Однопроводной или двухпроводной тип |
Одиночный провод |
Одиночный провод |
|
Выходная скорость сварки |
200~1000 мм/мин |
||
|
Угол факела: |
точная регулировка 45° |
||
|
Гидравлическое давление |
≤16 МПа |
||
|
Система рекуперации флюса |
2 комплекта |
||
|
Объем бункера для флюса |
2×50л |
||
|
Входной конвейерный ролик: |
12000 мм |
||
|
Выходной конвейерный ролик: |
12000 мм |
||
|
Основная мощность машины |
14,5 кВт |
||
|
Гидравлическая система: |
1 комплект |
||
|
Правильный агрегат |
1 комплект, встроенный в машину |
||
|
Источник питания: |
Переменный ток/380 В/50 Гц/3 фазы |
||
|
Возможность выпрямления |
6-40 мм |
||
Функция и применение
Линии сварки балок 3 в 1 Hимеет комбинированную функцию двутавровой балки, сборки Т-образной балки, сварки и выпрямления деформации фланца после сварки. Таким образом, он может точно и быстро реализовать производство двутавровых и тавровых балок. Он имеет следующие преимущества: простота эксплуатации, меньшие трудозатраты и небольшая площадь покрытия.
Эта линия предлагает два дополнительных процесса сварки, которые вы можете выбрать в зависимости от толщины свариваемого стального листа:
ВАРИАНТ A: Однодуговая двухпроволочная сварка, при которой скорость наплавки на 40% выше, чем обычная однодуговая однопроволочная сварка под флюсом. Поэтому она особенно подходит для конструкций из стали толщиной менее 20 мм.
ВАРИАНТ Б: Однодуговая сварка одной проволокой. Подходит для сварки большего диапазона толщины пластин.
Подробности
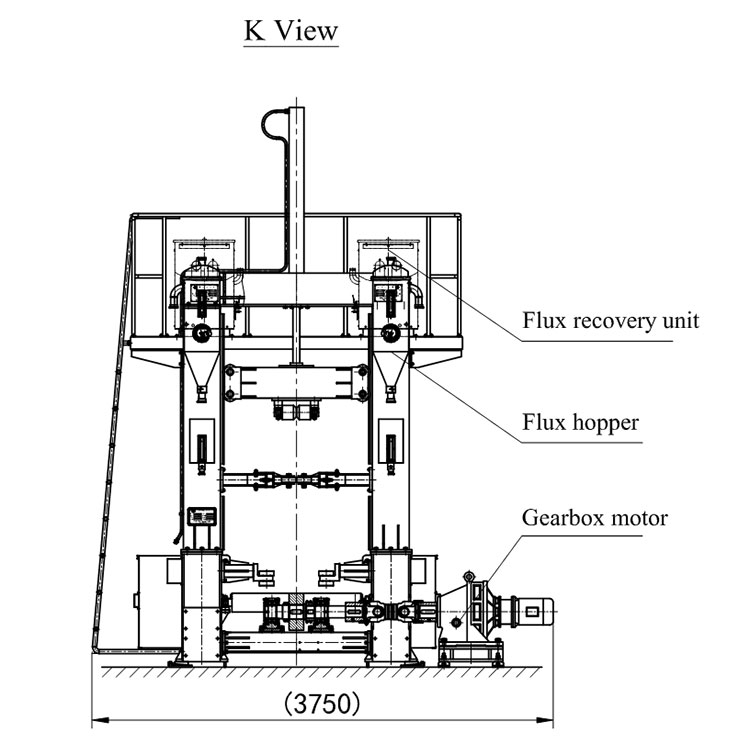
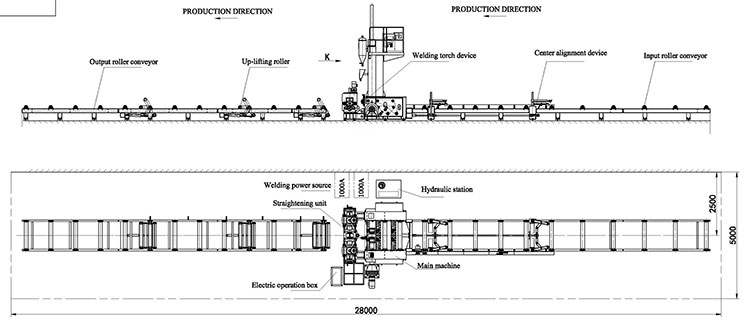
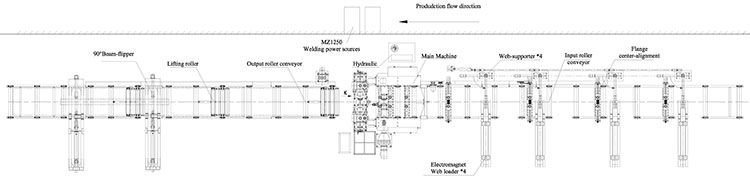
Стандартный ЖЖЛинии сварки балок 3 в 1 HСостоит из одного входного рольганга, основной станции сварки и правки, выходного рольганга. На главном сварочно-правильном участке установлены агрегаты рекуперации флюса, сварочная головка с горелкой и зажимные приспособления для фланца и стенки. В стандартную линию также входят источники сварочного тока, гидравлическая станция и блок управления.
1. Стандартный ЖЖЛинии сварки балок 3 в 1 H
2. ВАРИАНТ 1:
По различным запросам клиентов мы также предоставляем конфигурацию ZHJ.Линии сварки балок 3 в 1 Hв дальнейшем:
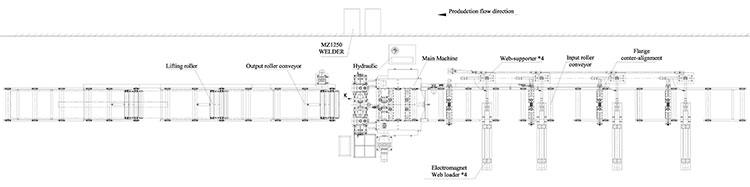
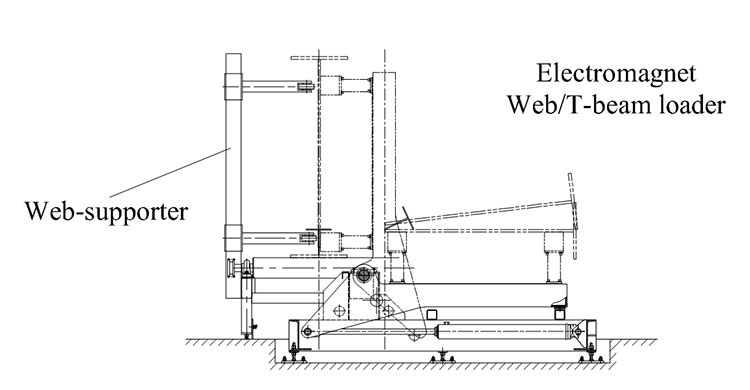
На основе стандартных линий сварки двутавровых балок 3-в-1 добавлен один комплект загрузчика полотна, который состоит из 4 магнитных загрузочных рычагов и 4 опор полотна. На каждом рычаге загрузки полотна имеется 2 магнита для удержания стальной пластины полотна.
3. ВАРИАНТ 2:
По различным запросам клиентов мы также предоставляем конфигурацию ZHJ.Линии сварки балок 3 в 1 Hв дальнейшем:
На основе стандартных линий сварки двутавровых балок 3-в-1 добавлен один комплект загрузчика полотна, который состоит из 4 магнитных загрузочных рычагов и 4 опор полотна. На каждом рычаге загрузки полотна имеется 2 магнита для удержания стальной пластины полотна.
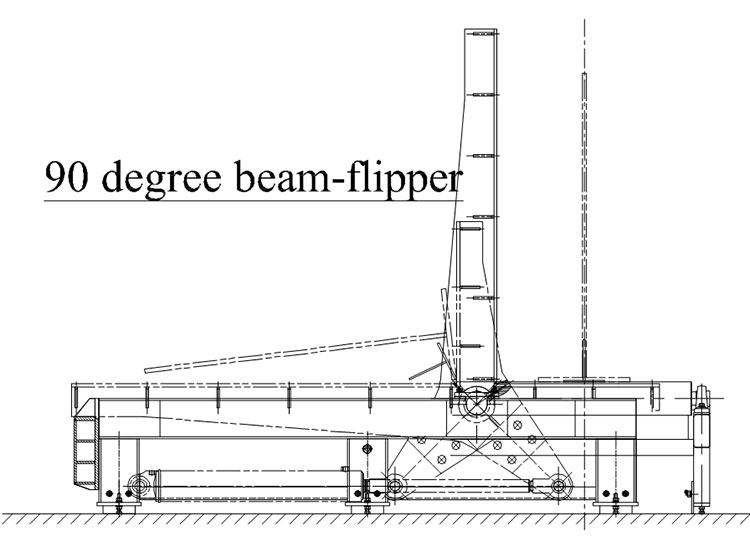
На основании вышеизложенного мы можем добавить один комплект поворотного механизма балки на 90 градусов на выходной рольганг для переворота сварной балки в горизонтальное положение.
3. ВАРИАНТ 3:
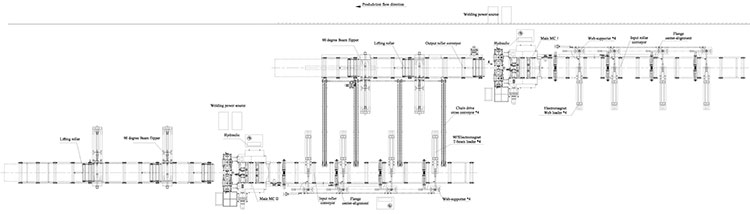
Некоторым клиентам может потребоваться увеличить производительность: им нужна одна сварочная линия, состоящая из двух комплектов сварочных станций. Первая сварочная станция для сварки 1-й полки и стенки для формирования Т-образной балки, 2-я для сварки сварной Т-образной балки и 2-й полки для формирования двутавровой балки.
3.1. На основе стандартных линий сварки двутавровых балок 3-в-1 добавлен один комплект загрузчика полотна, который состоит из 4 магнитных загрузочных рычагов и 4 опор полотна. На каждом рычаге загрузки полотна имеется 2 магнита для удержания стальной пластины полотна.
3.2 Добавить один комплект поворотника балки на 90 градусов на выходной рольганг 1-й сварочной станции для переворота сварной балки в горизонтальное положение.
3.3 Добавить поперечный конвейер цепного типа для горизонтального перемещения Т-образной балки ко 2-й сварочной станции.
Интегрированные линии для сварки двутавровых балок 3-в-1 установлены на заводе пользователя
видео
Горячие Теги: Линии для сварки двутавровых балок 3 в 1, Китай, производители, поставщики, оптовая торговля, фабрика, по индивидуальному заказу, сделано в Китае, цена, качество, ECA
Связанная категория
Линии сварки двутавровых балок
Линия сварки балок коробчатого сечения
Линии для сварки Т-образных балок
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.









X
Мы используем файлы cookie, чтобы предложить вам лучший опыт просмотра, анализировать трафик сайта и персонализировать контент. Используя этот сайт, вы соглашаетесь на использование нами файлов cookie.
политика конфиденциальности